

D077�DZ������豸3Dģ��_SolidWorks/ProE/UG(NX)/Catia���_step(stp)�ļ�����
�DZ�����Ŀ ¼
һ������ 1
������Ҫ�������� 1
2��1������� 1
2��2�������� 1
�����豸��� 1
3��1����� 1
3��2����ϵͳ 2
3��3����ϵͳ 3
�ġ�������ʹ�� 3
4. 1������...............................................................................................................................3
4. 2��������...............................................................................................................................3
4. 3�ֶ�ģʽ................................................................................................................................4
4. 4�Զ�ģʽ................................................................................................................................5
4. 5��������................................................................................................................................6
�塢�������� 6
���������� 6
6��1��е���ֵ�ά����ά�� 7
6��2����ϵͳ��ά����ά�� 7
6��3����ϵͳ��ά����ά�� 7
�ߡ���װ˵�� 7
�ˡ�����/�����/���� 7
�š��ṩ���� 8
ʮ����¼������ԭ��ͼ��....................................................................................................................8
һ������
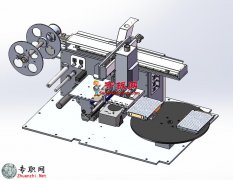
���豸������������,��Ҫ����D077��Ʒ����ͨ��ڳ������Ø7���������������D077��Ʒ����豸������������Ʒ�������Ϊ�Զ��������Ϊ���Զ���
������Ҫ��������
2��1�������
�豸�ͺţ� ZKBC-WL-001
������γߴ磺 2900mm×1650mm×2200mm����×��×�ߣ�
���أ� Լ4.5 t
������ʣ� 2.5 kW
��Һ������������ 10t
�����¶ȣ� С��60��
�������ģ� 110��/��
������ ≤60db
2��2��������
�����ѹ�� AC220V±10%��50Hz±2%
���ʪ�ȣ� ≤95%RH
�����¶ȣ� 0��40��
ѹ������ѹ���� 0.6MPa
�����豸���
���豸����Ҫ��ɲ��ֿɷ�Ϊ����е���֡�����ϵͳ�͵���ϵͳ��
3��1�����
���豸��Ҫ�ɵ������ŷ��˶�ϵͳ����λ��������ѹϵͳ���¶ȿ���ϵͳ��������Ȳ�����ɡ�
3.1.1����
��������120x120���ֹ���50mm������庸���������ɳ��ܽϴ���������֤�豸�ڳ�ѹ��ʹ�ù����в��������Ρ�����ʹ�ÿɵ��ؽ�֧�ţ����¿ɵ��߶�100mm��
3.1.2˽���˶�ϵͳ
˽���˶�ϵͳ��Ҫ���ŷ���� ����˿�� ̥�ߺͼн�������ɡ��ŷ���������˿��ʹ�����������ӣ��˶����־��ȿɴﵽ0.015mm��̥���ϰ�װ�м���Ʒ���ڵĴ�����������װ��Ʒʱ�豸�������������ƷʱҪ��֤����λ��ȷ��λ����Ʒ���뵽λ�������˶�ʱ���������ָ��档
3.1.3�����
��λ����������װ���豸�����ϵ������������Ͷ�λ�� ��λ����ɣ���λ�������ζ�λ̥������ϵͳ�������Ӧ�������ã����������̥�߶�λ���ȱ���ֱ�ߵ��켰����˿�ܵ����á�
3.1.4��ѹϵͳ
��ѹϵͳ������豸��ѹ����Ҫ���֣����а������������������֣���������ʹ���������̶����豸�����ϣ�ÿ�����ְ�����Һ��ѹ�� ������ͷ��� ����������ͷ��ɡ�
3.1.5�¶ȿ���ϵͳ
�¶ȿ���ϵͳ�ɼ��Ȱ� ���Ȱ����¶ȴ�������ɣ�����ϵͳ�������Ǹ���ͷ���ȣ������б�������Լ����б�ë�̡�����ϵͳ�����¶�С��60�棬�¶ȴ������ֱ���Ϊ0.1�档
3.1.6�����
�����Ϊ���Զ���ƣ����а��������� ֱ�ߵ��� ������ ֱ����кͻ������Ȳ��֡����������˶�Ϊ�Զ��������Ϊ�ֶ�������
3��2����ϵͳ
����ϵͳ��Ҫ���ơ���λ���ã�
��Դ�������ְ������ˣ���ˮ�����ѹ���������ܡ����Ʋ�����Ҫ�ǵ�Ż����ɿɱ�̿�������PLC�����п��ƣ��û�ͨ��������ť�����ʵ�ֶ�ִ��Ԫ���������ơ�ִ��Ԫ��Ϊ���ף�ͨ�������˶���ʵ�ֶ�λ�ͳ�ѹ�ȹ��ܡ�
3��3����ϵͳ
��ϵͳ���ŷ�������ŷ���������PLC����ɣ�ͨ��PLC���п��ƣ�����ɲ��յ���ԭ��ͼ�ͳ�������ͼ��
�ġ�������ʹ��
4��1������������
1����ʹ��ǰӦ���ϵͳ�и����㲿���Ƿ�����ȷλ�ã�
2������Һ�������Ƿ���Һλ��ָʾ��Χ��
3�������ܵ��ӿڡ������ݶ��������ɶ���
4�������������Ƿ�رա�
5�������˶������Ƿ���ԭʼλ�ã�
6������鹤λ�������˺�����豸���²������ˡ�
������һ����������Ͷ�����С����豸ʹ�ù����У���λ��ͬ�����ܶѷ��κ�����豸���²��ܽ��ˣ������������緢���κ��쳣��Ӧͣ����飬�������ų�����Ͷ�����У�
4��2��������
1. �豸�ڵ���ǰ������Ա�Ը��豸����λ���м����ȷ���豸�����������С�
2. �ӵ�:�豸Ӧ���ýӵ��Ա����豸���ӵص���ҪС��0.5ŷķ��
3. �����е�Դ��,������·��ͨ��,��ͨ����Դ,���豸�������ϱպϿ������ء�
4. �������������·�������豸�͵硣
5. ��ת������豸�ϵ�Կ���أ���������ϵ簴ť���ϵ翪����
6. �ȴ��豸��������������¿�����ʱ30�롣
7. ������ɱ�־��
��������������Զ���ת���ֶ����Զ����档
ע��
������ɺ�����ʾ�Ļ������ֶ��Զ�ת�����ص�״̬������
������ϸ�λָʾ�Ƴ�������ʱ���鿴ϵͳ״̬�Դ����Ƿ���ʾ������Ϣ��
4��3�ֶ�ģʽ
1����“�ֶ�/�Զ�”ѡ��ѡ���ֶ���������ת�ֶ����档�ֶ�����ѡ����Ӧ��ִ��״̬��Ȼ��“�ֶ�ǰ��”��“�ֶ�����”���в�����
2. �ֶ�ģʽ�£��ɽ��в������ã�����״̬λ�鿴��
3. ���
��1�����ֶ�ģʽ�£����“ѹ������”�����ֶ�ǰ����ť��ʹѹ���״���ѹ��״̬�����“�ŷ��������”�����ֶ�ǰ������ˣ���������������λ�ã����“����������”���ֶ�ǰ�����ֶ����˰�ť���۲춥�����Ƿ���������������ƫ��������ǰ��λ�á�
�ֶ�����
��2�����ֶ�ģʽ�£����“�ŷ�����”�������ŷ��������棬��֤ѹ����ѹ��״̬����ѹ������״̬���������½�״̬�����ε��“���ݳ�ʼ��”��“��λ����”
���豸ֹͣ��ԭ��ʱ���������������ٽ���������������2900�����������“λ�����趨”��ֵ�����С����������ô�Լ520mm���ң�
�����
4��4�Զ�ģʽ
1. ��“�ֶ�/�Զ�”ѡ��ѡ���Զ���������ת�Զ����档
2. ���Ϲ�������˫��������ť������������λ���ֶ���ס����ת�����֣����г�ס�
3. ���������һ�ΰ�˫��������ť���������˻أ��Զ������������Զ�����ȫ�̹�դ�����������ڵ���դ�������ڵ�������λ��ť1����ɿ����Զ���ԭ�㣬�ڿ�ʼ������
4��5��������
1����������ʱ��������ϣ�����������ġ�
2.�¶ȱ���ֵ����ʱҪ�����¶��趨����ֵ��
3.����Ϊ888888��
�塢�������̡�
������ʼ �������ƹ�������Դ ���빤�� ��˫��������ť �������λ �ֶ���� ��Ϻ��ٴΰ�˫��������ť �н����н� ̥���˶�������λ�� ��λ����������λ ��ѹ���ֳ�ѹ ��ѹ�����˻� ��λ�����˻� ̥���˻ص�ԭʼλ�� �н����״� ȡ�¹��� ������ϸ����������ͼ��
����������
�豸Ӧ����������룬����̨�治�ҷ��������Ա���������Ҷ��豸��
�ϸ�����˵������йع涨����������������ȷ��
���豸�����й�����Ӧ�Ը�Ԫ�������ĸ�����������ϴ������������ϸ��¼���Ա����Ժ��ά�ޡ����������Ϸ�����
6��1��е���ֵ�ά����ά��
�豸����ת���ݣ�˿�ܡ�ֱ�ߵ��죬��еȣ���Ӧ��������ѹ�����������Ϳ���ʱҪ��ʱע��Һѹ�͡�
6��2����ϵͳ��ά����ά��
���ڼ��������������ѹ��������ʱ��ˮҪ�������������·�ͽ�ͷ�Ƿ���©�����ĵط��������У�Ҫ��ʱ������
6��3����ϵͳ��ά����ά��
6��4��1�������ֵ������ڡ�����
6��4��2ÿ�������һ�ε���ϵͳ�ļ���ά����
�������估���ƺ��еĻҳ���
�����߶����Ƿ��ɶ������䣻�ر��Ǵ��ʽ�ͷ����ֹ�ɶ��������¹ʣ�
��鵼�߾�ԵƤ�Ƿ����ϻ���������
6��4��3����ά�ޱ�����רҵ��Ա���У�
�ߡ���װ˵��
�豸�˵�ʩ���ֳ���Ӧ��ϸ��װ�䣬����װ�䵥��ϸ����������������������Ӧ��ʱ���ҹ�˾��ϵ��
����ϵͳ�����Ӧȷ�������ֵ�������¶�ڶ¸ǻ���������豸��װ�����ǰ�������䣬�����ϵͳ�����Ⱦ��
����ʱӦע�ⰲȫ����������������㹻����װ���䲻������Ϳ��㡣
�豸Ӧ��װ�ڸ���ͨ��Ļ����У�Զ��ǿ��Ÿ��ź�ʴ�Խ��ʡ�
���豸�����ְ����ͼ����̶��ο��������ɶ�������Ӱ����ʹ�����ܡ�
�ˡ�����/�����/����
��� ���� �ͺ� ���� ������ ��ע
1 ��ͷ������ �DZ� 4 ����
2 ����˿�� C-BSSH2510-800 1�� MISUMI
3 �����갲װ���� YBLX-ME/8112 1 �ް�
�š��ṩ����
9��1 �豸��άͼ
9��2 �豸��άͼ
9��3 ����ϵͳͼ
9��4 ����ԭ��ͼ
9��5 ��Ҫ�����˵���顢�ϸ�֤
��¼1������ԭ��ͼ
����·ԭ��ͼ
�ŷ����ԭ��ͼ
�ŷ�������ԭ��ͼ
PLC����ԭ��ͼ
PLC����ԭ��ͼ
PLC���ԭ��ͼ1
PLC���ԭ��ͼ2
PLC���ԭ��ͼ3
ģ���������·
��ع�
ԭ������ͼ

�DZ�����Ŀ ¼
һ������ 1
������Ҫ�������� 1
2��1������� 1
2��2�������� 1
�����豸��� 1
3��1����� 1
3��2����ϵͳ 2
3��3����ϵͳ 3
�ġ�������ʹ�� 3
4. 1������...............................................................................................................................3
4. 2��������...............................................................................................................................3
4. 3�ֶ�ģʽ................................................................................................................................4
4. 4�Զ�ģʽ................................................................................................................................5
4. 5��������................................................................................................................................6
�塢�������� 6
���������� 6
6��1��е���ֵ�ά����ά�� 7
6��2����ϵͳ��ά����ά�� 7
6��3����ϵͳ��ά����ά�� 7
�ߡ���װ˵�� 7
�ˡ�����/�����/���� 7
�š��ṩ���� 8
ʮ����¼������ԭ��ͼ��....................................................................................................................8
һ������
���豸������������,��Ҫ����D077��Ʒ����ͨ��ڳ������Ø7���������������D077��Ʒ����豸������������Ʒ�������Ϊ�Զ��������Ϊ���Զ���
������Ҫ��������
2��1�������
�豸�ͺţ� ZKBC-WL-001
������γߴ磺 2900mm×1650mm×2200mm����×��×�ߣ�
���أ� Լ4.5 t
������ʣ� 2.5 kW
��Һ������������ 10t
�����¶ȣ� С��60��
�������ģ� 110��/��
������ ≤60db
2��2��������
�����ѹ�� AC220V±10%��50Hz±2%
���ʪ�ȣ� ≤95%RH
�����¶ȣ� 0��40��
ѹ������ѹ���� 0.6MPa
�����豸���
���豸����Ҫ��ɲ��ֿɷ�Ϊ����е���֡�����ϵͳ�͵���ϵͳ��
3��1�����
���豸��Ҫ�ɵ������ŷ��˶�ϵͳ����λ��������ѹϵͳ���¶ȿ���ϵͳ��������Ȳ�����ɡ�
3.1.1����
��������120x120���ֹ���50mm������庸���������ɳ��ܽϴ���������֤�豸�ڳ�ѹ��ʹ�ù����в��������Ρ�����ʹ�ÿɵ��ؽ�֧�ţ����¿ɵ��߶�100mm��
3.1.2˽���˶�ϵͳ
˽���˶�ϵͳ��Ҫ���ŷ���� ����˿�� ̥�ߺͼн�������ɡ��ŷ���������˿��ʹ�����������ӣ��˶����־��ȿɴﵽ0.015mm��̥���ϰ�װ�м���Ʒ���ڵĴ�����������װ��Ʒʱ�豸�������������ƷʱҪ��֤����λ��ȷ��λ����Ʒ���뵽λ�������˶�ʱ���������ָ��档
3.1.3�����
��λ����������װ���豸�����ϵ������������Ͷ�λ�� ��λ����ɣ���λ�������ζ�λ̥������ϵͳ�������Ӧ�������ã����������̥�߶�λ���ȱ���ֱ�ߵ��켰����˿�ܵ����á�
3.1.4��ѹϵͳ
��ѹϵͳ������豸��ѹ����Ҫ���֣����а������������������֣���������ʹ���������̶����豸�����ϣ�ÿ�����ְ�����Һ��ѹ�� ������ͷ��� ����������ͷ��ɡ�
3.1.5�¶ȿ���ϵͳ
�¶ȿ���ϵͳ�ɼ��Ȱ� ���Ȱ����¶ȴ�������ɣ�����ϵͳ�������Ǹ���ͷ���ȣ������б�������Լ����б�ë�̡�����ϵͳ�����¶�С��60�棬�¶ȴ������ֱ���Ϊ0.1�档
3.1.6�����
�����Ϊ���Զ���ƣ����а��������� ֱ�ߵ��� ������ ֱ����кͻ������Ȳ��֡����������˶�Ϊ�Զ��������Ϊ�ֶ�������
3��2����ϵͳ
����ϵͳ��Ҫ���ơ���λ���ã�
��Դ�������ְ������ˣ���ˮ�����ѹ���������ܡ����Ʋ�����Ҫ�ǵ�Ż����ɿɱ�̿�������PLC�����п��ƣ��û�ͨ��������ť�����ʵ�ֶ�ִ��Ԫ���������ơ�ִ��Ԫ��Ϊ���ף�ͨ�������˶���ʵ�ֶ�λ�ͳ�ѹ�ȹ��ܡ�
3��3����ϵͳ
��ϵͳ���ŷ�������ŷ���������PLC����ɣ�ͨ��PLC���п��ƣ�����ɲ��յ���ԭ��ͼ�ͳ�������ͼ��
�ġ�������ʹ��
4��1������������
1����ʹ��ǰӦ���ϵͳ�и����㲿���Ƿ�����ȷλ�ã�
2������Һ�������Ƿ���Һλ��ָʾ��Χ��
3�������ܵ��ӿڡ������ݶ��������ɶ���
4�������������Ƿ�رա�
5�������˶������Ƿ���ԭʼλ�ã�
6������鹤λ�������˺�����豸���²������ˡ�
������һ����������Ͷ�����С����豸ʹ�ù����У���λ��ͬ�����ܶѷ��κ�����豸���²��ܽ��ˣ������������緢���κ��쳣��Ӧͣ����飬�������ų�����Ͷ�����У�
4��2��������
1. �豸�ڵ���ǰ������Ա�Ը��豸����λ���м����ȷ���豸�����������С�
2. �ӵ�:�豸Ӧ���ýӵ��Ա����豸���ӵص���ҪС��0.5ŷķ��
3. �����е�Դ��,������·��ͨ��,��ͨ����Դ,���豸�������ϱպϿ������ء�
4. �������������·�������豸�͵硣
5. ��ת������豸�ϵ�Կ���أ���������ϵ簴ť���ϵ翪����
6. �ȴ��豸��������������¿�����ʱ30�롣
7. ������ɱ�־��
��������������Զ���ת���ֶ����Զ����档
ע��
������ɺ�����ʾ�Ļ������ֶ��Զ�ת�����ص�״̬������
������ϸ�λָʾ�Ƴ�������ʱ���鿴ϵͳ״̬�Դ����Ƿ���ʾ������Ϣ��
4��3�ֶ�ģʽ
1����“�ֶ�/�Զ�”ѡ��ѡ���ֶ���������ת�ֶ����档�ֶ�����ѡ����Ӧ��ִ��״̬��Ȼ��“�ֶ�ǰ��”��“�ֶ�����”���в�����
2. �ֶ�ģʽ�£��ɽ��в������ã�����״̬λ�鿴��
3. ���
��1�����ֶ�ģʽ�£����“ѹ������”�����ֶ�ǰ����ť��ʹѹ���״���ѹ��״̬�����“�ŷ��������”�����ֶ�ǰ������ˣ���������������λ�ã����“����������”���ֶ�ǰ�����ֶ����˰�ť���۲춥�����Ƿ���������������ƫ��������ǰ��λ�á�
�ֶ�����
��2�����ֶ�ģʽ�£����“�ŷ�����”�������ŷ��������棬��֤ѹ����ѹ��״̬����ѹ������״̬���������½�״̬�����ε��“���ݳ�ʼ��”��“��λ����”
���豸ֹͣ��ԭ��ʱ���������������ٽ���������������2900�����������“λ�����趨”��ֵ�����С����������ô�Լ520mm���ң�
�����
4��4�Զ�ģʽ
1. ��“�ֶ�/�Զ�”ѡ��ѡ���Զ���������ת�Զ����档
2. ���Ϲ�������˫��������ť������������λ���ֶ���ס����ת�����֣����г�ס�
3. ���������һ�ΰ�˫��������ť���������˻أ��Զ������������Զ�����ȫ�̹�դ�����������ڵ���դ�������ڵ�������λ��ť1����ɿ����Զ���ԭ�㣬�ڿ�ʼ������
4��5��������
1����������ʱ��������ϣ�����������ġ�
2.�¶ȱ���ֵ����ʱҪ�����¶��趨����ֵ��
3.����Ϊ888888��
�塢�������̡�
������ʼ �������ƹ�������Դ ���빤�� ��˫��������ť �������λ �ֶ���� ��Ϻ��ٴΰ�˫��������ť �н����н� ̥���˶�������λ�� ��λ����������λ ��ѹ���ֳ�ѹ ��ѹ�����˻� ��λ�����˻� ̥���˻ص�ԭʼλ�� �н����״� ȡ�¹��� ������ϸ����������ͼ��
����������
�豸Ӧ����������룬����̨�治�ҷ��������Ա���������Ҷ��豸��
�ϸ�����˵������йع涨����������������ȷ��
���豸�����й�����Ӧ�Ը�Ԫ�������ĸ�����������ϴ������������ϸ��¼���Ա����Ժ��ά�ޡ����������Ϸ�����
6��1��е���ֵ�ά����ά��
�豸����ת���ݣ�˿�ܡ�ֱ�ߵ��죬��еȣ���Ӧ��������ѹ�����������Ϳ���ʱҪ��ʱע��Һѹ�͡�
6��2����ϵͳ��ά����ά��
���ڼ��������������ѹ��������ʱ��ˮҪ�������������·�ͽ�ͷ�Ƿ���©�����ĵط��������У�Ҫ��ʱ������
6��3����ϵͳ��ά����ά��
6��4��1�������ֵ������ڡ�����
6��4��2ÿ�������һ�ε���ϵͳ�ļ���ά����
�������估���ƺ��еĻҳ���
�����߶����Ƿ��ɶ������䣻�ر��Ǵ��ʽ�ͷ����ֹ�ɶ��������¹ʣ�
��鵼�߾�ԵƤ�Ƿ����ϻ���������
6��4��3����ά�ޱ�����רҵ��Ա���У�
�ߡ���װ˵��
�豸�˵�ʩ���ֳ���Ӧ��ϸ��װ�䣬����װ�䵥��ϸ����������������������Ӧ��ʱ���ҹ�˾��ϵ��
����ϵͳ�����Ӧȷ�������ֵ�������¶�ڶ¸ǻ���������豸��װ�����ǰ�������䣬�����ϵͳ�����Ⱦ��
����ʱӦע�ⰲȫ����������������㹻����װ���䲻������Ϳ��㡣
�豸Ӧ��װ�ڸ���ͨ��Ļ����У�Զ��ǿ��Ÿ��ź�ʴ�Խ��ʡ�
���豸�����ְ����ͼ����̶��ο��������ɶ�������Ӱ����ʹ�����ܡ�
�ˡ�����/�����/����
��� ���� �ͺ� ���� ������ ��ע
1 ��ͷ������ �DZ� 4 ����
2 ����˿�� C-BSSH2510-800 1�� MISUMI
3 �����갲װ���� YBLX-ME/8112 1 �ް�
�š��ṩ����
9��1 �豸��άͼ
9��2 �豸��άͼ
9��3 ����ϵͳͼ
9��4 ����ԭ��ͼ
9��5 ��Ҫ�����˵���顢�ϸ�֤
��¼1������ԭ��ͼ
����·ԭ��ͼ
�ŷ����ԭ��ͼ
�ŷ�������ԭ��ͼ
PLC����ԭ��ͼ
PLC����ԭ��ͼ
PLC���ԭ��ͼ1
PLC���ԭ��ͼ2
PLC���ԭ��ͼ3
ģ���������·
��ع�
ԭ������ͼ

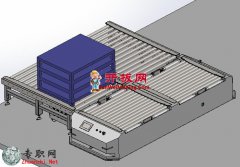

 ɴͲת�˳�RGVС��3Dģ��ͼֽ_So
ɴͲת�˳�RGVС��3Dģ��ͼֽ_SolidW
ɴͲת�˳�RGVС��3Dģ��ͼֽ_So
ɴͲת�˳�RGVС��3Dģ��ͼֽ_SolidW
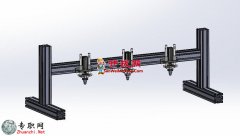
 �DZ��Զ����ʼDZ�����˿��3Dģ��
�DZ��Զ����ʼDZ�����˿��3Dģ��_Sol
�DZ��Զ����ʼDZ�����˿��3Dģ��
�DZ��Զ����ʼDZ�����˿��3Dģ��_Sol
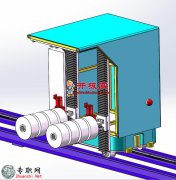
 �Զ������伤�⺸���豸3Dģ��_S
�Զ������伤�⺸���豸3Dģ��_Solid
�Զ������伤�⺸���豸3Dģ��_S
�Զ������伤�⺸���豸3Dģ��_Solid
 A10-Tray�Զ�����ץȡ��λ3Dģ��
A10-Tray�Զ�����ץȡ��λ3Dģ��_Sol
A10-Tray�Զ�����ץȡ��λ3Dģ��
A10-Tray�Զ�����ץȡ��λ3Dģ��_Sol