


UG8.5������ͨ�ù��ܣ��������ƶ� ��� ��� ����UG8.5���ؼӹ�����̳�
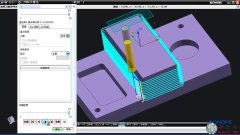
�ڽ���ƽ��ϳ�Ĵּӹ�ʱ��Ϊ�˸����µ��ǵ����������������ʹ����б�µ����������µ���ʽ����������·����Ҳ����ʹ��Ԥ��ķ�ʽ�������һ�����ڵ���ֱ���Ŀף���������������µ���Ȼ��ˮƽ������ʼ������
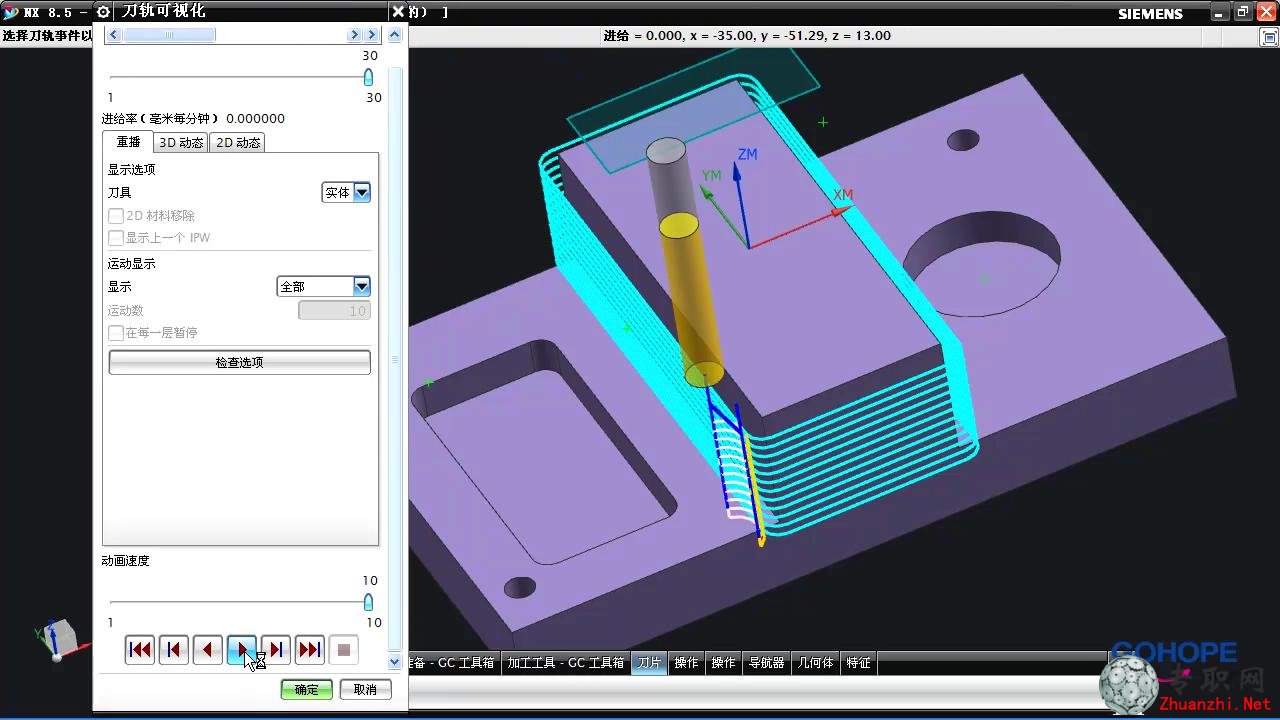
ͨ����ƽ��ϳ����ǻϳ�Ŀ�ʼ�㶼����ϵͳ�Զ����ɣ���ָ��Ԥ��������������Ԥ���Ȼ���µ�ָ��������߶ȣ����ſ�ʼ������������“Ԥ���”ѡ���п���ѡ������ϵͳ���Զ��Խ��Ƶ�λʵ��ʹ�õ㡣

�ڽ���ƽ��ϳ�Ĵּӹ�ʱ��Ϊ�˸����µ��ǵ����������������ʹ����б�µ����������µ���ʽ����������·����Ҳ����ʹ��Ԥ��ķ�ʽ�������һ�����ڵ���ֱ���Ŀף���������������µ���Ȼ��ˮƽ������ʼ������
ͨ����ƽ��ϳ����ǻϳ�Ŀ�ʼ�㶼����ϵͳ�Զ����ɣ���ָ��Ԥ��������������Ԥ���Ȼ���µ�ָ��������߶ȣ����ſ�ʼ������������“Ԥ���”ѡ���п���ѡ������ϵͳ���Զ��Խ��Ƶ�λʵ��ʹ�õ㡣



 235��UG8.5������һ������������
235��UG8.5������һ�����������塢��
235��UG8.5������һ������������
235��UG8.5������һ�����������塢��
 234��UG8.5��״���������������
234��UG8.5 ��״�������� ������е�
234��UG8.5��״���������������
234��UG8.5 ��״�������� ������е�
 233��UG8.5��״����֮����&Сƽ
233��UG8.5��״����֮ ����Сƽ����
233��UG8.5��״����֮����&Сƽ
233��UG8.5��״����֮ ����Сƽ����
 232��UG8.5��״����֮����ģ����
232��UG8.5��״����֮��ģ������ʹ��
232��UG8.5��״����֮����ģ����
232��UG8.5��״����֮��ģ������ʹ��
 ����PLC����17��_��3000��PLC��
����PLC����17��_��3000��PLC����ʵ
����PLC����17��_��3000��PLC��
����PLC����17��_��3000��PLC����ʵ
 ������PLC����911��_��3000��PLC
������PLC����911��_��3000��PLC����
������PLC����911��_��3000��PLC
������PLC����911��_��3000��PLC����
 ̨��PLC����47��_��3000��PLC��
̨��PLC����47��_��3000��PLC����ʵ
̨��PLC����47��_��3000��PLC��
̨��PLC����47��_��3000��PLC����ʵ
 ����PLC����58��_��3000��PLC��
����PLC����58�� _��3000��PLC����ʵ
����PLC����58��_��3000��PLC��
����PLC����58�� _��3000��PLC����ʵ
 ʩ�͵�PLC����38��_��3000��PLC
ʩ�͵�PLC����35��_��3000��PLC����
ʩ�͵�PLC����38��_��3000��PLC
ʩ�͵�PLC����35��_��3000��PLC����
 ����PLC����1219��_��3000��PLC
����PLC����1219��_��3000��PLC����
����PLC����1219��_��3000��PLC
����PLC����1219��_��3000��PLC����
 ŷĸ��PLC����359��_��3000��PLC
ŷĸ��PLC����359��_��3000��PLC����
ŷĸ��PLC����359��_��3000��PLC
ŷĸ��PLC����359��_��3000��PLC����
 ����ʿPLC����10��_��3000��PLC
����ʿPLC����10��_��3000��PLC����
����ʿPLC����10��_��3000��PLC
����ʿPLC����10��_��3000��PLC����
 ����PLC����23��_��3000��PLC��
����PLC����23��_��3000��PLC����ʵ
����PLC����23��_��3000��PLC��
����PLC����23��_��3000��PLC����ʵ
 ��ʿPLC����12��_��3000��PLC��
��ʿPLC����12��_��3000��PLC����ʵ
��ʿPLC����12��_��3000��PLC��
��ʿPLC����12��_��3000��PLC����ʵ
 ��Ĭ��PLC����5��_��3000��PLC��
��Ĭ��PLC����5��_��3000��PLC����ʵ
��Ĭ��PLC����5��_��3000��PLC��
��Ĭ��PLC����5��_��3000��PLC����ʵ
 LG PLC����21��_��3000��PLC����
LG PLC����21��_��3000��PLC����ʵ��
LG PLC����21��_��3000��PLC����
LG PLC����21��_��3000��PLC����ʵ��
