


UG8.5������ͨ�ù���֮�������ƶ� ���á���UG8.5���ؼӹ�����̳�
“����”���ڶ��嵶�߹켣��ʼ��ǰ��������ķ������˶�λ�á�
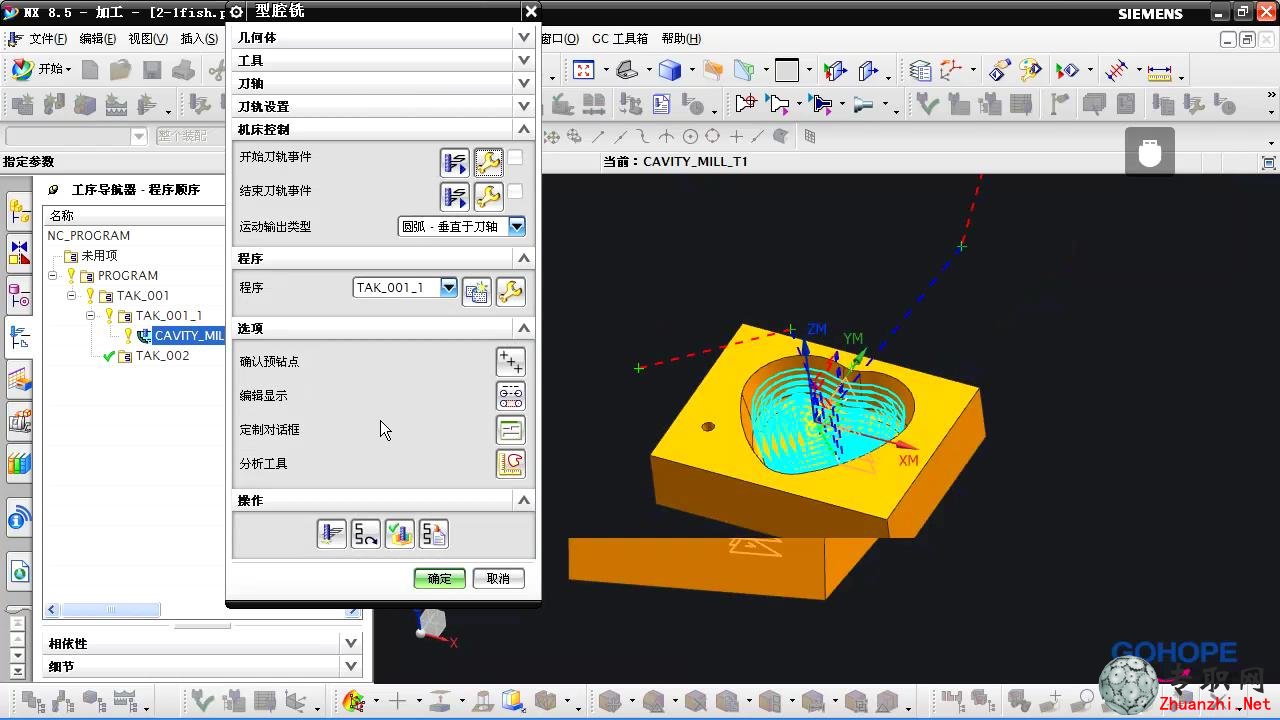
��Ҫ��4������ƣ�
��1�������㣺���ڶ����µĵ�Ϊ�켣��ʼ�ij�ʼλ�á�
��2����㣺���嵶λ�켣��ʼλ�ã������ʼλ�ÿ������ڱ��üо���������ײ��
��3�����ص㣺���嵶��������������ֹʱ���ߴ�������Ƶ���λ�á�
��4������㣺���嵶������λ�ã����������ڳ������غϡ�

“����”���ڶ��嵶�߹켣��ʼ��ǰ��������ķ������˶�λ�á�
��Ҫ��4������ƣ�
��1�������㣺���ڶ����µĵ�Ϊ�켣��ʼ�ij�ʼλ�á�
��2����㣺���嵶λ�켣��ʼλ�ã������ʼλ�ÿ������ڱ��üо���������ײ��
��3�����ص㣺���嵶��������������ֹʱ���ߴ�������Ƶ���λ�á�
��4������㣺���嵶������λ�ã����������ڳ������غϡ�



 235��UG8.5������һ������������
235��UG8.5������һ�����������塢��
235��UG8.5������һ������������
235��UG8.5������һ�����������塢��
 234��UG8.5��״���������������
234��UG8.5 ��״�������� ������е�
234��UG8.5��״���������������
234��UG8.5 ��״�������� ������е�
 233��UG8.5��״����֮����&Сƽ
233��UG8.5��״����֮ ����Сƽ����
233��UG8.5��״����֮����&Сƽ
233��UG8.5��״����֮ ����Сƽ����
 232��UG8.5��״����֮����ģ����
232��UG8.5��״����֮��ģ������ʹ��
232��UG8.5��״����֮����ģ����
232��UG8.5��״����֮��ģ������ʹ��
 ����PLC����17��_��3000��PLC��
����PLC����17��_��3000��PLC����ʵ
����PLC����17��_��3000��PLC��
����PLC����17��_��3000��PLC����ʵ
 ������PLC����911��_��3000��PLC
������PLC����911��_��3000��PLC����
������PLC����911��_��3000��PLC
������PLC����911��_��3000��PLC����
 ̨��PLC����47��_��3000��PLC��
̨��PLC����47��_��3000��PLC����ʵ
̨��PLC����47��_��3000��PLC��
̨��PLC����47��_��3000��PLC����ʵ
 ����PLC����58��_��3000��PLC��
����PLC����58�� _��3000��PLC����ʵ
����PLC����58��_��3000��PLC��
����PLC����58�� _��3000��PLC����ʵ
 ʩ�͵�PLC����38��_��3000��PLC
ʩ�͵�PLC����35��_��3000��PLC����
ʩ�͵�PLC����38��_��3000��PLC
ʩ�͵�PLC����35��_��3000��PLC����
 ����PLC����1219��_��3000��PLC
����PLC����1219��_��3000��PLC����
����PLC����1219��_��3000��PLC
����PLC����1219��_��3000��PLC����
 ŷĸ��PLC����359��_��3000��PLC
ŷĸ��PLC����359��_��3000��PLC����
ŷĸ��PLC����359��_��3000��PLC
ŷĸ��PLC����359��_��3000��PLC����
 ����ʿPLC����10��_��3000��PLC
����ʿPLC����10��_��3000��PLC����
����ʿPLC����10��_��3000��PLC
����ʿPLC����10��_��3000��PLC����
 ����PLC����23��_��3000��PLC��
����PLC����23��_��3000��PLC����ʵ
����PLC����23��_��3000��PLC��
����PLC����23��_��3000��PLC����ʵ
 ��ʿPLC����12��_��3000��PLC��
��ʿPLC����12��_��3000��PLC����ʵ
��ʿPLC����12��_��3000��PLC��
��ʿPLC����12��_��3000��PLC����ʵ
 ��Ĭ��PLC����5��_��3000��PLC��
��Ĭ��PLC����5��_��3000��PLC����ʵ
��Ĭ��PLC����5��_��3000��PLC��
��Ĭ��PLC����5��_��3000��PLC����ʵ
 LG PLC����21��_��3000��PLC����
LG PLC����21��_��3000��PLC����ʵ��
LG PLC����21��_��3000��PLC����
LG PLC����21��_��3000��PLC����ʵ��
