



UG NX8.5 ģ�����֮��עϵͳ��Ƶ�̳̣�UG8.5 �������
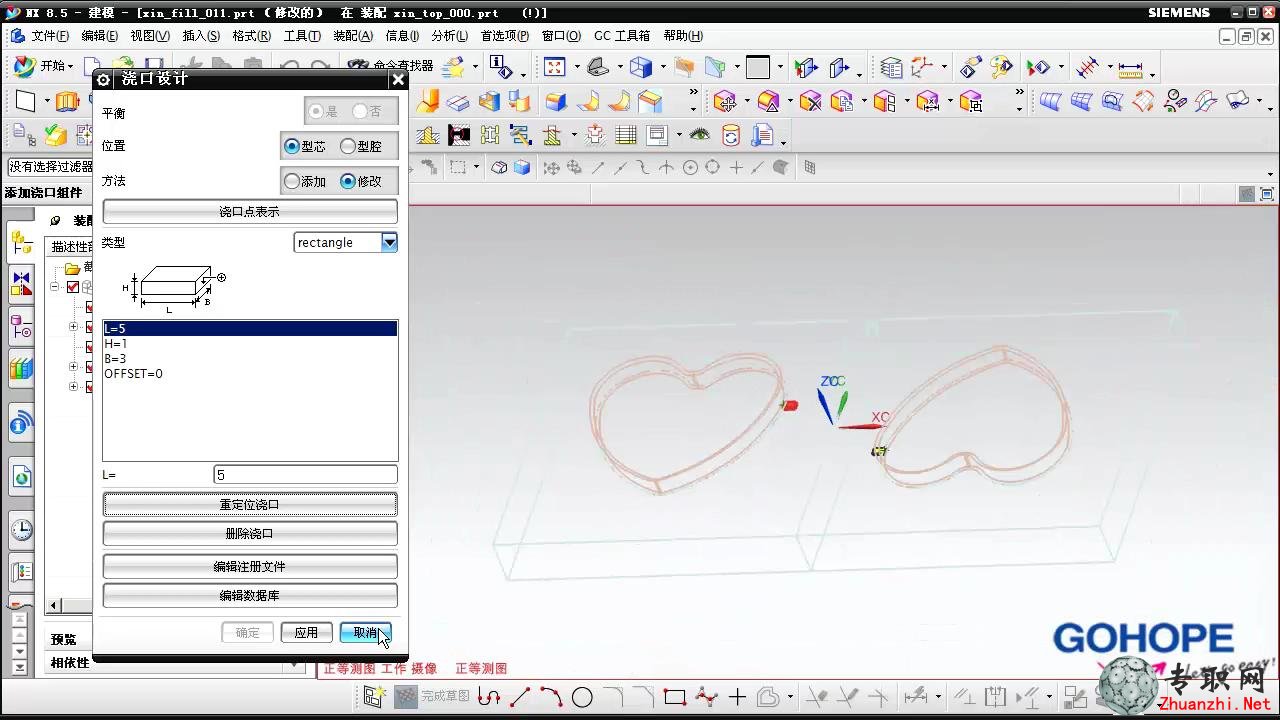

���������ӷ���������ǻ֮���һ��ϸ��ͨ����
���ڵ����ã�
1����ֹ������
2�����������¶ȣ�
3�����ڼ����ƽ������ͽ����ٶȣ�
4����߳���������
���ڵ����ͣ�
������ʽ�ܶ࣬����ֱ�ӽ��ڡ��ཽ�ڡ�DZ��ʽ���ڡ��㽽�ڡ����ν��ڡ���Ƭ���ڡ����ν��ڼ�����ʽ���ڵȡ�
���ڵ����ԭ��
1������λ�þ���ѡ���ڷ������ϣ�
2������λ��Ӧѡ�������ǻ��������ڲ�λ�����ڲ����������γ����ݺ��������ݵ�ȱ�ݣ�
3������λ�þ���ǻ����λ���뾡����ȣ���ʹ������̣�ʹ�۽�������̵�ʱ����ͬʱ������ǻ�ĸ���λ��
4����ϸ����о��������载����������ֱ�ӳ����о���±��δ�λ��������
5��������ע��Ҫ�������£����ڵ�����Խ��Խ�ã��Լ����۽Ӻۣ����۽Ӻ������⣬��Ӧʹ�۽Ӻ۲�������Ʒ�IJ���Ҫ���漰�DZ�����λ��
6������λ��Ӧ������ģ��������
7������λ�ò���Ӱ����Ʒ��ۺ��ܣ�
8���ڷ�ƽ�Ⲽ�õ�ģ���У�����ͨ���������ڿ��ȳߴ����ﵽ����ƽ�⡣



 235��UG8.5������һ������������
235��UG8.5������һ�����������塢��
235��UG8.5������һ������������
235��UG8.5������һ�����������塢��
 234��UG8.5��״���������������
234��UG8.5 ��״�������� ������е�
234��UG8.5��״���������������
234��UG8.5 ��״�������� ������е�
 233��UG8.5��״����֮����&Сƽ
233��UG8.5��״����֮ ����Сƽ����
233��UG8.5��״����֮����&Сƽ
233��UG8.5��״����֮ ����Сƽ����
 232��UG8.5��״����֮����ģ����
232��UG8.5��״����֮��ģ������ʹ��
232��UG8.5��״����֮����ģ����
232��UG8.5��״����֮��ģ������ʹ��
 ����PLC����17��_��3000��PLC��
����PLC����17��_��3000��PLC����ʵ
����PLC����17��_��3000��PLC��
����PLC����17��_��3000��PLC����ʵ
 ������PLC����911��_��3000��PLC
������PLC����911��_��3000��PLC����
������PLC����911��_��3000��PLC
������PLC����911��_��3000��PLC����
 ̨��PLC����47��_��3000��PLC��
̨��PLC����47��_��3000��PLC����ʵ
̨��PLC����47��_��3000��PLC��
̨��PLC����47��_��3000��PLC����ʵ
 ����PLC����58��_��3000��PLC��
����PLC����58�� _��3000��PLC����ʵ
����PLC����58��_��3000��PLC��
����PLC����58�� _��3000��PLC����ʵ
 ʩ�͵�PLC����38��_��3000��PLC
ʩ�͵�PLC����35��_��3000��PLC����
ʩ�͵�PLC����38��_��3000��PLC
ʩ�͵�PLC����35��_��3000��PLC����
 ����PLC����1219��_��3000��PLC
����PLC����1219��_��3000��PLC����
����PLC����1219��_��3000��PLC
����PLC����1219��_��3000��PLC����
 ŷĸ��PLC����359��_��3000��PLC
ŷĸ��PLC����359��_��3000��PLC����
ŷĸ��PLC����359��_��3000��PLC
ŷĸ��PLC����359��_��3000��PLC����
 ����ʿPLC����10��_��3000��PLC
����ʿPLC����10��_��3000��PLC����
����ʿPLC����10��_��3000��PLC
����ʿPLC����10��_��3000��PLC����
 ����PLC����23��_��3000��PLC��
����PLC����23��_��3000��PLC����ʵ
����PLC����23��_��3000��PLC��
����PLC����23��_��3000��PLC����ʵ
 ��ʿPLC����12��_��3000��PLC��
��ʿPLC����12��_��3000��PLC����ʵ
��ʿPLC����12��_��3000��PLC��
��ʿPLC����12��_��3000��PLC����ʵ
 ��Ĭ��PLC����5��_��3000��PLC��
��Ĭ��PLC����5��_��3000��PLC����ʵ
��Ĭ��PLC����5��_��3000��PLC��
��Ĭ��PLC����5��_��3000��PLC����ʵ
 LG PLC����21��_��3000��PLC����
LG PLC����21��_��3000��PLC����ʵ��
LG PLC����21��_��3000��PLC����
LG PLC����21��_��3000��PLC����ʵ��
